
La foratura del PCB
- 18 mag
- Tempo di lettura: 6 min

Nel processo di produzione dei PCB, la foratura svolge diverse funzioni fondamentali:
Collegare il lato Top con il lato Bottom del circuito e, per il multistrato, con gli strati interni
Creare la connessione tra due layer di un PCB multistrato (blind holes o buried holes)
Definire la sede per l’alloggiamento del reoforo dei componenti THT;
Realizzare fori e asole per il fissaggio meccanico dei componenti o del PCB all’insieme meccanico
Realizzare i fori di pre-tranciatura (break-tab) dei testimoni
Favorire la dispersione del calore generato dai componenti durante il funzionamento
Tramite la foratura vengono eseguiti inoltre:
asole o cave;
back drilling (rimozione dai VIAS metallizzati della parte di metallizzazione elettricamente NON necessaria, per migliorare integrità del segnale sui PCB ad impedenza controllata)
Svasature: permettono di alloggiare la testa di viti o fastener.

FIG1: Punta per micro blind holes
Tecnologie di foratura
I fori nei PCB sono ottenuti principalmente con due tecnologie:
Foratura meccanica.
Foratura laser.
Di seguito approfondiremo entrambe le tecnologie
Foratura Meccanica
Il file di foratura
Partendo dal file Gerber o dal NC drill file, in fase di ingegnerizzazione del prodotto, il produttore di PCB predispone il file di foratura che contiene le seguenti informazioni:
posizione, diametro ed eventualmente profondità dei fori;
posizione e dimensione di eventuali asole o cave;
la multiplazione del PCB singolo per ottenere il Pannello del Cliente;
la multiplazione dei PCB sino al riempimento del pannello di produzione.
Le macchine di foratura
le macchine sono a controllo numerico eventualmente con sistemi di carico e scarico automatico dei pacchetti di foratura; i mandrini girano fino alla velocità di 300 k rpm e possono eseguire fori con diametro minimo fino a, indicativamente 0,15 mm;
Numerosi sono i dispositivi o i pacchetti software che migliorano il processo:
Gestione magazzino utensili con sostituzione automatica al raggiungimento del limite di “hits” (numero massimo di fori per punta).
Controllo lunghezza utensile, diametro e run out dinamico (eccentricità di rotazione) con rilevazione rottura utensile.
Gestione della profondità di foratura per blind holes e back drilling.
Software aggiuntivi permettono di ottimizzare la foratura rispetto alle reali condizioni del pannello tramite offset, rotazione e scaling

FIG 2 : Foratura ad asse Z controllato di blind holes.
Il pacco di foratura (stack)
La foratura è uno degli step più time consuming e quindi più costosi del processo di produzione del PCB, per questo il produttore ottimizza forando pacchi composti da 2 o più pannelli
Nell’ottimizzazione vanno considerati:
Diametro minimo e quindi lunghezza dell’elica dell’utensile
Spessore dei pannelli da forare
Spessore del copper foil, sia interno sia esterno
Tipologia di materiale: Fr4 standard, alto tg,
Numero di layer e quindi numero di strati di rame da forare
Il pacco o stack è composto da 1, 2, o “n” pannelli di produzione ed è così costituito
Entry material (entry drill): foglio di alluminio o materiale specifico, talvolta lubrificato, con spessore tipico 0,2–0,3 mm, posto sopra i pannelli. Funzioni principali
Migliorare il posizionamento del foro
Ridurre la formazione di bave;
Raffreddare l’utensile asportando il calore prodotto durante la foratura;
Contribuire a pulire l’utensile in uscita dal pacco.
Backup material (drill backup): foglio posto sotto i pannelli con le funzioni di:
Contrastare l’azione di spinta dell’utensile in uscita dal pacco;
Ridurre la formazione di bave sul lato BOT
Proteggere il piano di lavoro della macchina

Source : https://www.ul.com
Le punte di foratura
L’offerta di punte di foratura è molto ampia e varia sulla base di:
tipologia di fori da eseguire:
standard,
microvias,
back drilling (per rimuovere stub nei PCB ad impedenza controllata, vedi foto 13)
svasature (countersink)
asole
tipo di materiale da forare come ad esempio:
PTFE,
Fr4,
Fr5,
Polimmide,
IMS (PCB in alluminio o rame)
Le punte eseguono un determinato numero di fori raggiunto il quale vengono rottamate. In alcuni casi, sulla base del diametro e secondo regole che ciascun produttore di PCB ha definito, possono essere riaffilate.

Back drilling per rimozione stub in PCB ad impedenza controllata
fonte: https://www.magazines007.com
Parametri di foratura
Per sfruttare al meglio le prestazioni dell’utensile è essenziale definire correttamente i parametri di processo:

Influenza dell’ In feed rate sul processo di foratura
Le variazioni dell’In feed Rate e di conseguenza del Chip Load (visto che sono legati dalla formula (1), influenzano la qualità del foro intesa come parete e bave esterne.
Di seguito, sinteticamente, gli effetti:
parametro | Variazione | PRO | CONTRO |
In feed rate | aumenta ↑ | Riduce il resin smear, | può produrre bave sul C.F.; aumenta la rugosità della parete, lascia residui nel foro. |
↓ diminuisce | Migliora il posizionamento del foro | Produce eccessivo calore causando smearing e nail heading, danni alle fibre di vetro favorendo il “wiking” dei prodotti chimici utilizzati per la metallizzazione del foro. FIG 3-4-5 |

FIG:3 Wicking,
Source: IPC A600

FIG: 4 SMEAR
Immagine da:IPC A600

FIG:5 NAILHEADING
Immagine da:IPC A600
Limiti della foratura meccanica
La miniaturizzazione dei dispositivi elettronici ha portato a PCB più piccoli e fori di diametro sempre minore, aumentando la criticità del processo meccanico fino a sfiorarne i limiti
Le principali criticità della foratura meccanica derivanti dalla riduzione del diametro sono:
maggior difficoltà nella rimozione del truciolo;
aumento della flessione della punta e quindi aumento della probabilità di rottura;
in presenza di eccentricità un tagliente taglia più dell’altro e anche questo aumenta il rischio di rottura;
l’incremento dell’usura obbliga a sostituzioni più ravvicinate e questo determina un aumento dei costi.
Inoltre, nella foratura meccanica la profondità è gestita dalla macchina, mentre nella foratura laser UV l’arresto avviene “naturalmente” all’incontro del rame del target
Per superare questi limiti e permettere la realizzazione di fori di piccolo diametro o “microvias” è nata la foratura laser.
Foratura laser
Contesto e microvias
La miniaturizzazione avanzata (smartphone, tablet, medicale, aerospazio, ecc.) ha portato alla diffusione di PCB HDI, nei quali sono indispensabili i microvias (fori tipicamente < 150 μm di diametro)
Secondo le IPC 6012 il microvia è una struttura cieca con un Aspect Ratio (AR) di 1:1 massimo, che termina su una Target Land con una profondità X, NON superiore a 0,25 mm misurata dal Foil della Capture Land della struttura sino alla Target Land.
A\R =rapporto tra profondità del foro e diametro del foro: X/Y

Principi della tecnologia laser
La tecnologia laser consiste nella focalizzazione di un fascio (laser beam) sulla superficie del PCB per rimuovere il materiale tramite ablazione:
Il fascio colpisce il materiale, che ne assorbe l’energia.
L’energia si trasforma in calore.
Il materiale vaporizza o si decompone.
Si forma il foro.
Il laser beam è una radiazione elettromagnetica caratterizzata da: coerenza, monocromaticità e forte collimazione (bassa divergenza)
Per comprendere le caratteristiche delle tipologie di laser utilizzate per la foratura del PCB è interessante dare un’occhiata alla foto seguente che mostra:
come è composto lo spettro elettromagnetico;
dove si posizionano i laser nello spettro elettromagnetico, in base alla lunghezza d’onda;
l’andamento dell’assorbimento del laser nei materiali del PCB (resina, vetro e rame)
Da notare che il laser CO2, con lunghezze d’onda 10,6 o 9,4μm’è ben assorbito da resina; mentre il laser UV, con lunghezza d’onda 355 nm è ben assorbito sia dal rame sia dalla resina.
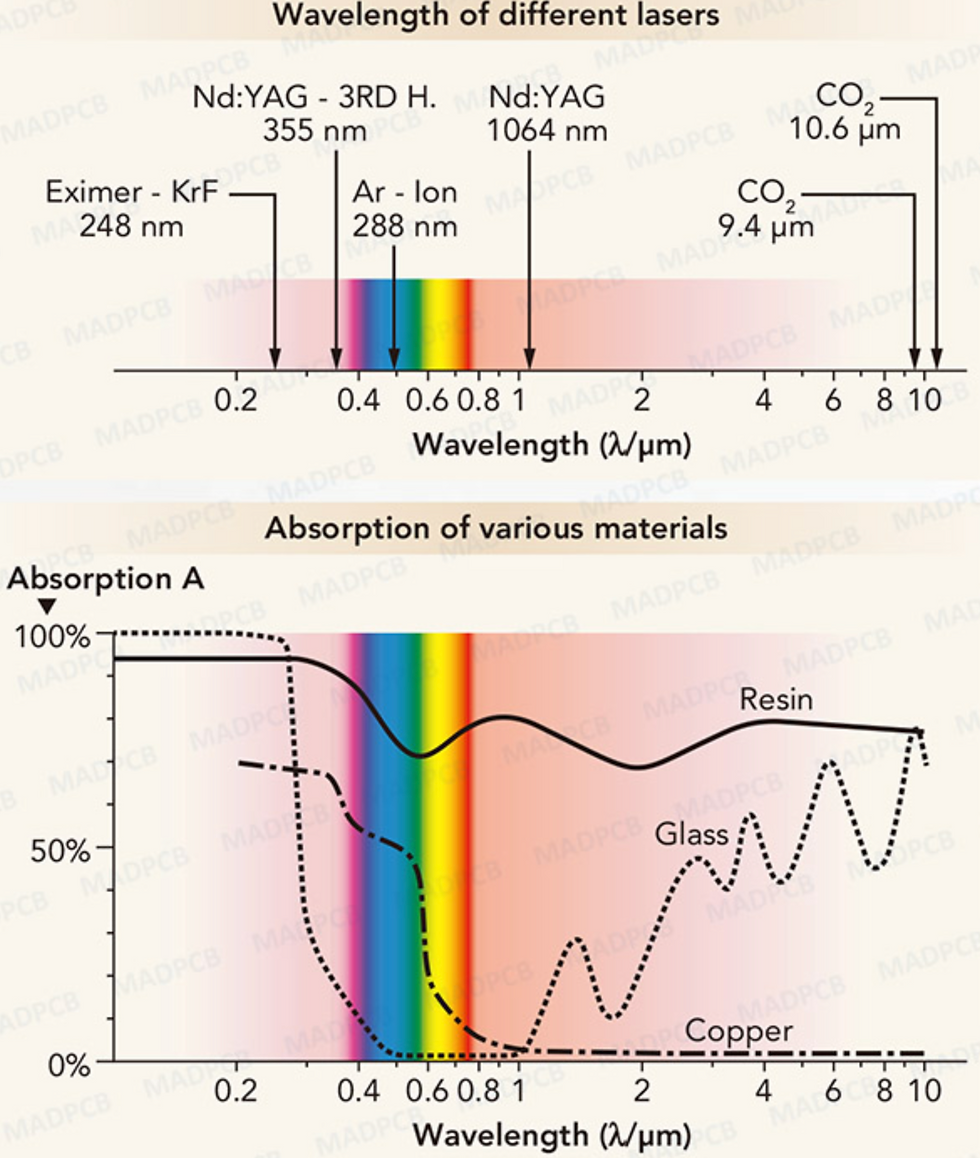
FIG:6 LUNGHEZZE D’ONDA E ASSORBIMENTO LASER TECHNOLOGY
fonte : madpcb

(* ) l’evolversi della tecnologia ha consentito anche al Laser CO2 di forare il rame della capture land se preventivamente trattato con brown oxidation e con spessori fino a circa 7-8 micron max.
Per superare i limiti di entrambe le tipologie di laser sono stati sviluppati sistemi laser “hybrid drilling technology” nei quali:
un primo laser UV con impulsi in nanosecondi “fora” il rame della capture land
un secondo laser CO2 con impulsi in microsecondi “fora e rimuove il dielettrico” e si arresta sul piano di rame (target land).

Fonte: www.ophiropt.com
L’evoluzione della foratura
Per applicazioni molto spinte (microvias ~75 μm, viainpad, BGA fine pitch < 0,8 mm) può essere necessario un terzo passaggio UV per rimuovere eventuali sottili residui di dielettrico che potrebbero compromettere connessione e adesione del copper plating.[
Impulsi ultracorti
L’evoluzione tecnologica ha portato da laser a impulsi in nanosecondi a picosecondi e fino ai femtosecondi .
Obiettivo degli impulsi sempre più brevi è ridurre la heat affected zone sul materiale: minore permanenza di calore significa minori danni termici, particolarmente importante per materiali sensibili alla temperatura, PCB HDI con densità di microvias molto alta, dove il calore di un foro può influenzare quelli adiacenti.
Conclusioni
Foratura meccanica e foratura laser non si sostituiscono, ma si affiancano come tecnologie complementari nel processo di produzione dei PCB
La foratura meccanica resta la soluzione di riferimento per i fori tradizionali.
La foratura laser è e sarà sempre più indispensabile per PCB HDI, microvias e applicazioni ad alta densità.
In questo articolo abbiamo trattato sinteticamente alcuni aspetti specifici della FORATURA DEI PCB
Per ulteriori approfondimenti scrivi un commento o richiedi maggiori informazioni a tmgroup@tecnometal.net
TECNOMETAL srl
Lo Staff Tecnico


Commenti